Kayıtlı değilsiniz. Buraya tıklayarak ücretsiz kayıt olabilirsiniz.
Giris
Hala hesabınız yok mu? Hemen açabilirsiniz. Kayıtlı bir kullanıcı olarak tema yönetici, yorum ayarları ve isminizle yorum gönderme gibi avantajlara sahip olacaksınız.
Kayıt: Jan 24, 2005 Mesajlar: 2263 Nerden: İstanbul
Tarih: Sal Şub 26, 2008 10:06 am Mesaj konusu: Tamir Takım Tavsiyeleri 2 (Tork Anahtarı)
(bu başlık biraz geçikti, ama hala tamamlayamadım, elimdekiler ile başlıyorum, ilgilenen arkadaşlar devam kontrol ederlerse devamlı yeni bilgiler bulacaklar, tork ve tork anahtarı ile ilgili her şeyi bu başlık altında toplamayı amaçlıyorum, çalışmak bizden tevfik Allah'dan)
Tork nedir?
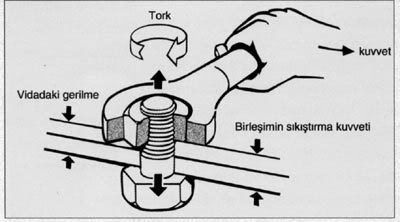
Tork bir "döndürme" veya "bükme" kuvvetidir ve doğrusal bir çekme ile yapılan gerilmeden farklıdır. Buna rağmen,biz tork'u gerilme yapması için kullanırız.
Nasıl mı?
Aşağıdaki resme bakıldığında cıvata ve somun sıkıldığında iki plakanın birbirine kenetlendiği görülmektedir. Cıvatadaki diş açma açısı, uygulanan kuvveti cıvata gövdesi boyunca gerilme veya sıkıştırma şekline dönüştürmektedir. Vidada yaratılan gerilme miktarı kritiktir.
Neden mi?
Vida doğru gerilmeye maruz bırakıldığında optimal verimde çalışmakta ve tersine gerilmelere direnç göstermektedir. Buna karşılık, eğer gerilme çok düşük ise vida yerinde hareket edebilir veya yerinden çıkabilir. Eğer gerilim çok yüksek ise vida kırılabilir. Her vida, her bir sıkıştırma işlemi için doğru ve optimum bir tork/gerilme değerine sahiptir. Bu değerleri bilmek önemlidir. Böylece elde edilen sonuç güvenli, verimli ve ekonomik olacaktır.
Tork’u nasıl ölçeriz?
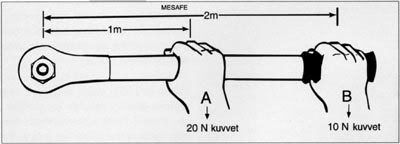
İkinci resme baktığımızda kuvvet ile uygulama noktasına olan uzaklığın çarpımının tork'u oluşturduğu görülmektedir.
Örnek 1
20 newton x 1 metre = 20 Nm (Newton metre)
Örnek 2
10 Newton x 2 metre = 20 Nm
T=tork
F=kuvvet
L=mesafe
T=FxL
İki örneği karşılaştırdığımızda görmekteyiz ki aynı tork değeri vida/cıvata'dan daha uzakta, daha az bir kuvvet uygulandığında elde edilebilmektedir. Bazı tork anahtarları "uzunluk prensibine" göre çalışmaktadır, yani vidaya uygulanan gerçek tork değeri tork anahtarı üzerinde elin bulunduğu konuma göre değişmektedir. Bu durum tork anahtarı mekanizmasının dönme noktası ile tork uygulanan noktanın birbirine uyumlu olmamasından kaynaklanır.
Bağlantı Elemanları İçin Tork Değerlerini Belirleme Kılavuzu
Aşağıdaki notlar sadece kılavuz olmak amacıyla verilmiştir. Formüllerden elde edilen tork değerleri, pratik testlerle elde edilen sonuçlarla karşılaştırılmadan kullanılmamalıdır.
Genellikle, uygulamaların büyük kısmında, birleşim yerinin dayanıklılığı, vidanın iki parçayı birbirine bağlama kapasitesine bağlıdır. Uygun birleştirme, parçaların iyi tutunmasını ve conta içeren birleşim yerlerinin sızıntı yapmamasını sağlar. Vidanın sıkıştırma gücünü ölçmek özellikle üretim safhasında zordur. Vida tarafından sağlanan sıkıştırma kuvveti uygulanan torku düzenleyerek dolaylı yoldan kontrol edilebilir. Tork kontrolü olarak bilinen bu yöntem, vidanın sıkıştırma kuvvetini kontrol etmekte en popüler yöntemdir. Vida tarafından sağlanan ilk sıkıştırma kuvvetine "ön yük" adı verilir.
Uygulanan tork ile elde edilen "ön yük" arasında bir ilişki vardır. Ne kadar torkun "önyüke" dönüştüğü konusunda sürtünmenin büyük etkisi vardır. Bunun dışında vida dişlerinin ve cıvata başının yarattığı sürtünmeyi aşmak için de tork'a ihtiyaç vardır. Genellikle tork'un sadece %10 ila %15'i vidayı sıkıştırmakta kullanılır. Geri kalan tork'un %30' u dişlerde %50 ila %55'i somun yüzü altında kaybolur. Sürtünme bu kadar önemli bir faktör olduğu için sürtünmedeki değişimler vidanın "ön yükü"nde önemli bir rol oynar. Farklı vida yüzeyleri genelde farklı sürtünme değerlerine sahiptirler.
Cıvatada Meydana Gelen İç Gerilmeler
Cıvata sıkıştırıldığında dişler ve gövde çekme gerilimine maruz kalır. Buna ilaveten, dişler üzerinde tork uygulandığı için burulma gerilimine maruz kalırlar. Bu iki gerilme, tek bir gerilme olarak birleştiğinde bize cıvatanın gerilme kuvvetini karşılaştırma imkanını verir. Cıvatanın dayanımını verimli bir şekilde kullanabilmek için, cıvatanın çalışma esnasında maruz kalacağı yükleme için bir pay bırakılarak, genellikle %90 gerilmeye denk bir kuvvet uygulanır. Bu kılavuzda da aynı yöntem kullanılmıştır.
Bu yöntem, direkt gerilme yani önyük değerinin cıvatanın içinde mütala edildiği yönteme göre birçok avantajlar içerir. Dişlerdeki yüksek sürtünme kuvveti değerleri, yüksek burulma gerilimini oluşturur. Böyle durumlarda ön yük oluşturmak için cıvatanın mevcut mukavemet gücünün küçük bir kısmı kullanılabilmektedir. Çok özel durumlarda, somun cıvatanın dişlerini tam kavradığında, uygulanan torkun tamamı burulma gerilimine dönüşür ve herhangi bir ön yük oluşmaz. Bazı diğer özel durumlarda ise dişlerdeki düşük sürtünme kuvveti yüksek ön yükler yaratır.
DOĞRU KULLANIM
Torkmetre anahtarı yalnızca tasarlamış sınırlar içinde kullanılmalıdır.
Torkmetre anahtarı yalnızca kontrollü vida sıkıştırma için üretilmiştir.
Bunlar haricinde kullanımı uygun değildir.
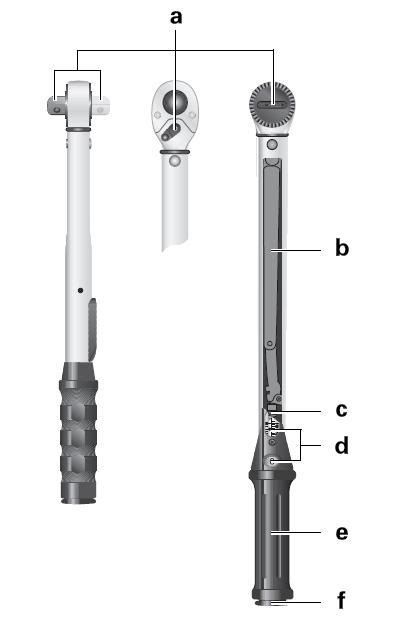
FONKSİYON ELEMANLARI
a-Geçirmeli/yön değiştirmeli, cırcır anahtarı, dört köşe elemanlı tahriki.
b-Ara kol
c-Yay
d- Skala + skala bileziği (Nm ve lbf.in / lbf.ft)
e-Kol
f-Kilitleme düğmesi
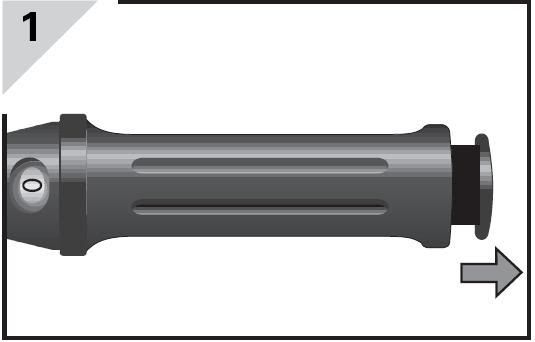
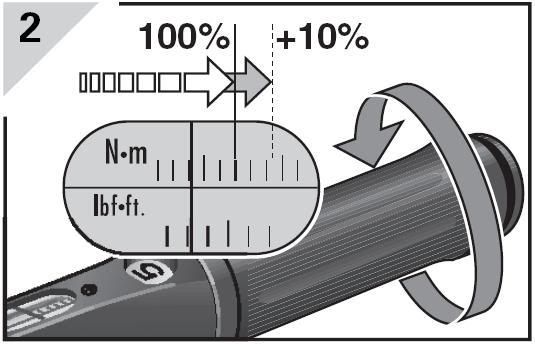
DÖNME MOMENT DEĞERLERİNİN AYARLANMASI
Sapın ucundaki kilitleme düğmesini dışarı çekin ( marka ve modellere göre farklılık gösterebilir)
Dönme momenti değerini ayarlamak için sapı saat ibresinin dönüş yönünde veya ters yönde döndürün, moment değerin % 5-10 üzerinde ayarlayın
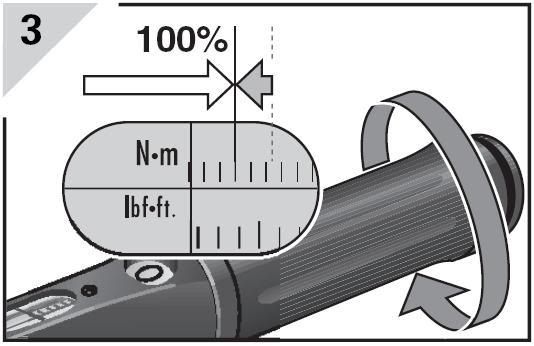
Şimdi daha önce fazlasıyla yüksek ayarlanmış ola % 5-10 ‘u tekrar aslen arzu edilen dönme momenti değerine geri ayarlayın. (göstergedeki doğru birime dikkat ediniz (N.m ve lbf.in/lbf.ft)
Kilitleme düğmesini tekrar geçme yerine bastırın.(marka ve modele göre kilitleyin)
Ayarımız yapılmış kullanıma hazırdır.
KONTROLLÜ VİDALAMA
Kontrollü bir sağa sıkma için ilk ayarlanması gereken yer cırcır kafasının yönüdür.
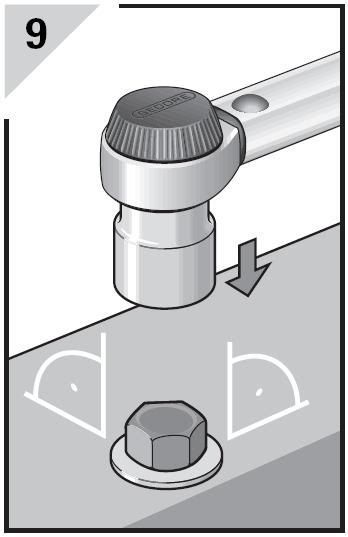
Mümkün olan aksesuarı ve/veya uygun lokma ucunu torkmetrenin ucuna takın.
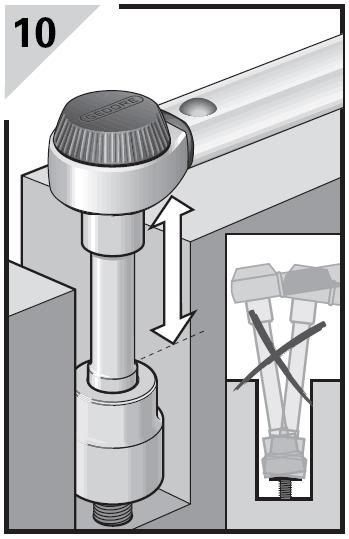
Torkmetre anahtarını lokma ile birlikte vidaya dik olarak uygulayınız.
Ezilme ve kaymaları önlemek için Torkmetre anahtarını uygun vidaya getiren uzatmayı seçiniz.
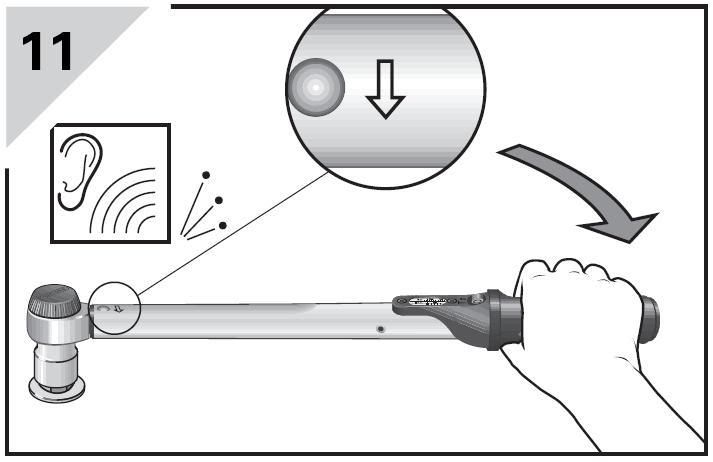
Torkmetre anahtarını 1 veya 2 elle yalnızca sapından tutup anahtardan klik sinyali gelinceye kadar ok yönünde düzenli bir şekilde çekin. Tetiklenen işaret net bir şekilde hissedilebilir ve duyulabilir.
Uyarıdan sonra (klik sesinden sonra) vidayı daha fazla sıkmayın.
Klik sesinden sonra torkmetre anahtarı tekrar kullanmaya hazırdır.
DİKKAT:Dönme momenti aktarımı manivela koluna bağlıdır. Anahtarın sapının dışında bir yerden tutulması veya uzatma borularının ve özel takma aletlerinin kullanılması, dönme momenti değerlerini olumsuz şekilde etkiler. Kuvveti daima sapın ortasından uygulayın, herhangi bir uzatma kullanmayın.
TEST ve BAKIM
Üreticiler genelde torkmetre anahtarını 5000 kullanımda +-%3 vey %4 olarak garanti etmektedir.
Torkmetre anahtarını her 5000 kullanımdan sonra kalibre etmek gerekmektedir.(üreticiler farklı tavsiyelerde de buluna biliyorlar kullanma kitapçıklarında bu durumu belirtiyorlar)
(TSE li kalibrasyon merkezlerinde ayarlatmanızı tavsiye ederim, yaklaşık fiyatı 30.-YTL civarında)
Uzun süre kullanılmayacaksa, dönme momentini en küçük ayar değerine getiriniz.
Toz kir ve kumdan korumak için, kutusunda ve kuru, temiz bir mekanda saklayınız.
Torkmetre anahtarınızın yüzeyini kuru temiz bir bezle siliniz, mekaniğin yağlamasını etkilenebileceğinden temizlik için benzinli veya kimyasal çözücüler kullanmayın.
.
ÖLÇÜ BİRİMLERİ ÇEVRİM TABLOSU
MOMENT-TORK
dyne santimetre (dyne cm) x 10-7= Newtonmetre (Nm)
kgforsmetre (kgfm) x 9.807= Newtonmetre (Nm)
Libreforsinç (lbfin) x 0.133= Newtonmetre (Nm)
Libreforsfıt(lbfft)x 1.356= Newtonmetre (Nm)
Libreforsfit/inç (lbfft/in) x 4.448= Newtonmetre/metre (N.m/m)
En son mkelleci tarafından Cum Mar 20, 2009 8:10 am tarihinde değiştirildi, toplamda 3 kere değiştirildi
Kayıt: May 05, 2004 Mesajlar: 2535 Nerden: İstanbul
Tarih: Sal Şub 26, 2008 8:16 pm Mesaj konusu:
vidanın yuvasının kirli paslı vs. olması durumunda tork değeri değişirmi? örneğin tertemiz bir yuva ve wd 40 lanmış gıcır gıcır vidanın sıkılma değeri ile paslı olanı farklımı olacak? _________________ Ümit Yayla
İstanbul
Tarih: Sal Şub 26, 2008 8:48 pm Mesaj konusu: Re: Tamir Takım Tavsiyeleri 2 (Tork Anahtarı)
mkelleci demiş ki:
... ilgilenen arkadaşlar devam kontrol ederlerse devamlı yeni bilgiler bulacaklar, tork ve tork anahtarı ile ilgili her şeyi bu başlık altında toplamayı amaçlıyorum, çalışmak bizden tevfik Allah'dan)
Kayıt: Jan 24, 2005 Mesajlar: 2263 Nerden: İstanbul
Tarih: Sal Şub 26, 2008 9:03 pm Mesaj konusu:
V-Strom demiş ki:
vidanın yuvasının kirli paslı vs. olması durumunda tork değeri değişirmi? örneğin tertemiz bir yuva ve wd 40 lanmış gıcır gıcır vidanın sıkılma değeri ile paslı olanı farklımı olacak?
Sıkıldığında sağından solundan yağlar fışkıran bir cıvata, gerçek tork değerinde sıkılmamış demektir.
Ambalajı açıldığındaki kadar çok ince bir yağ tabakası olabilir.
Kirli olanlar temizlenmeli, paslı,baş ve diş kısımlarının şekilleri bozulmuş vida ve civatalar yenileri ile değiştirilmeli.
Yukarıdaki şartlar gıcır gıcırlar içindir veya bu hassasiyette bir iş gıcır olmadan zaten kullanılmaz.
Bu forumda yeni konular açamazsınız Bu forumdaki mesajlara cevap veremezsiniz Bu forumdaki mesajlarınızı değiştiremezsiniz Bu forumdaki mesajlarınızı silemezsiniz Bu forumdaki anketlerde oy kullanamazsınız